今日は、運営管理のH27 第16問について解説します。
複数個の同一製品を、同じ機能を持った設備AまたはBを利用して加工処理している工程がある。この工程には2名の作業者がおり、次のような手順で製品を加工処理している。
<製品の処理手順>
1. 手空きになっている加工処理が行われていないいずれかの設備に、作業者によって製品がセットされる。セットには5秒かかる。
2. セットされた製品は、直ちに設備で自動的に加工処理される。加工処理には20秒かかる。
3. 加工が終わった製品は、作業者によって設備から取り出される。製品の取り出しには5秒かかる。
4. 取り出された製品は、作業者によって検査が行われて製品の処理が完了する。検査には5秒かかる。
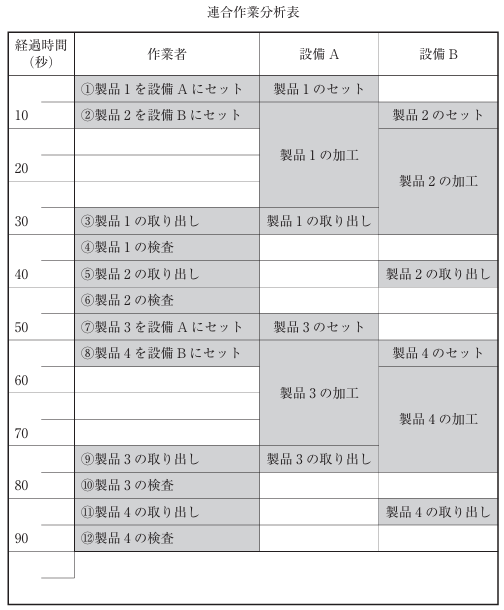
次ページの表は、この工程で4つの製品が処理される過程を連合作業分析した結果である。この作業において90秒の総作業時間を短縮するために、連合作業分析表の1列目(作業者の欄)に示された作業番号④、⑤、⑥、⑦、⑧の作業を⑦→⑤→⑧→④→⑥の順序に変更することを考える。この変更によって短縮される時間の最大値として、最も適切なものを次ページの解答群から選べ。なお、作業者と設備A、Bのそれぞれは、同時に複数個の製品を処理することはできない。
[解答群]
ア 5秒
イ 10秒
ウ 15秒
エ 20秒
解説
マンマシンチャートに関する問題です。
まとめシートでは、以下の通り解説しています。
人・機械分析や組作業分析のように、2つ以上の作業の組み合わせについて分析を行うことを連合作業分析といいます。連合作業分析では、マンマシンチャート(M-Mチャート)という見える化のためのツールを使い、人の手待ちロスや機械の停止ロスを明確にすることで、作業内容の改善や順序の改善を行います。
本文中の連合作業分析表を見ると、設備Aや設備Bが動いていない遊休時間があり、改善の余地があるといえます。
本文中の通り、作業番号④、⑤、⑥、⑦、⑧の作業を⑦→⑤→⑧→④→⑥の順序に変更すると、下記のように作業手順が変わります。
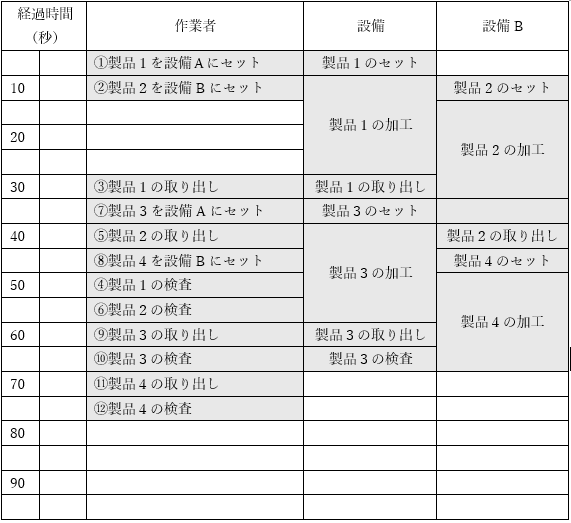
上記表から、作業順序変更後の作業時間は75秒となります。よって短縮される時間は90秒-75秒=15秒となります。
以上から、正解は選択肢ウとなります。
◆ブログ村参加しています◆
気に入っていただけたら、クリックお願いします!
![]()
関連教材で学習効率アップ!